Geprüfte Werkstoffe. Dokumentierte Herkunft.
Qualitätskontrolle beginnt vor der Produktion. Jede Draht- und Stützstab-Charge wird von qualifizierten Werken bezogen, beim Eingang geprüft und einer spezifischen Schmelznummer zugeordnet, die das Material vom Rohbestand bis zur Endlieferung verfolgt.
Qualifizierte Lieferanten
Edelstahl wird von auditierten Werken einschliesslich Aperam, Outokumpu und POSCO bezogen. Kohlenstoff- und Legierungsgüten von ISO-9001-zertifizierten europäischen und asiatischen Lieferanten. Die zugelassene Lieferantenliste wird jährlich anhand von Compliance-, Rückverfolgbarkeits- und Konsistenzkriterien überprüft.
100 % Eingangsprüfung
Jede eingehende Drahtspule und Stabcharge wird massbezogen gegen die AW/AS-Profilspezifikation gemessen und chemisch per XRF-Spektroskopie verifiziert. Vor der Freigabe für die Produktion wird gegen das Werksprüfzeugnis abgeglichen.
Schmelznummer-Rückverfolgbarkeit
Jede Draht- und Stabcharge wird mit der ursprünglichen Werksschmelznummer markiert. Schmelznummern werden gegen Ihren Auftrag erfasst, in die Herstellererklärung aufgenommen und bleiben Jahre nach der Lieferung auditierbar.
Qualitätsmanagement-Zertifizierungen
Qualitätskontrollpunkte in der Fertigung
Prüfung ist kein Endstadium-Ereignis. Qualität wird in den Prozess an drei kritischen Kontrollpunkten eingebaut, an denen Defekte am wahrscheinlichsten und am folgenreichsten sind.
Schweissprüfung im Prozess
Widerstandsschweissparameter werden während der Produktion kontinuierlich überwacht. Die Schweisspenetration wird bei jedem Produktionslauf durch zerstörende Stichprobenprüfung verifiziert. Der Elektrodenzustand wird in geplanten Intervallen kontrolliert; Wechselprotokolle werden für Audits geführt.
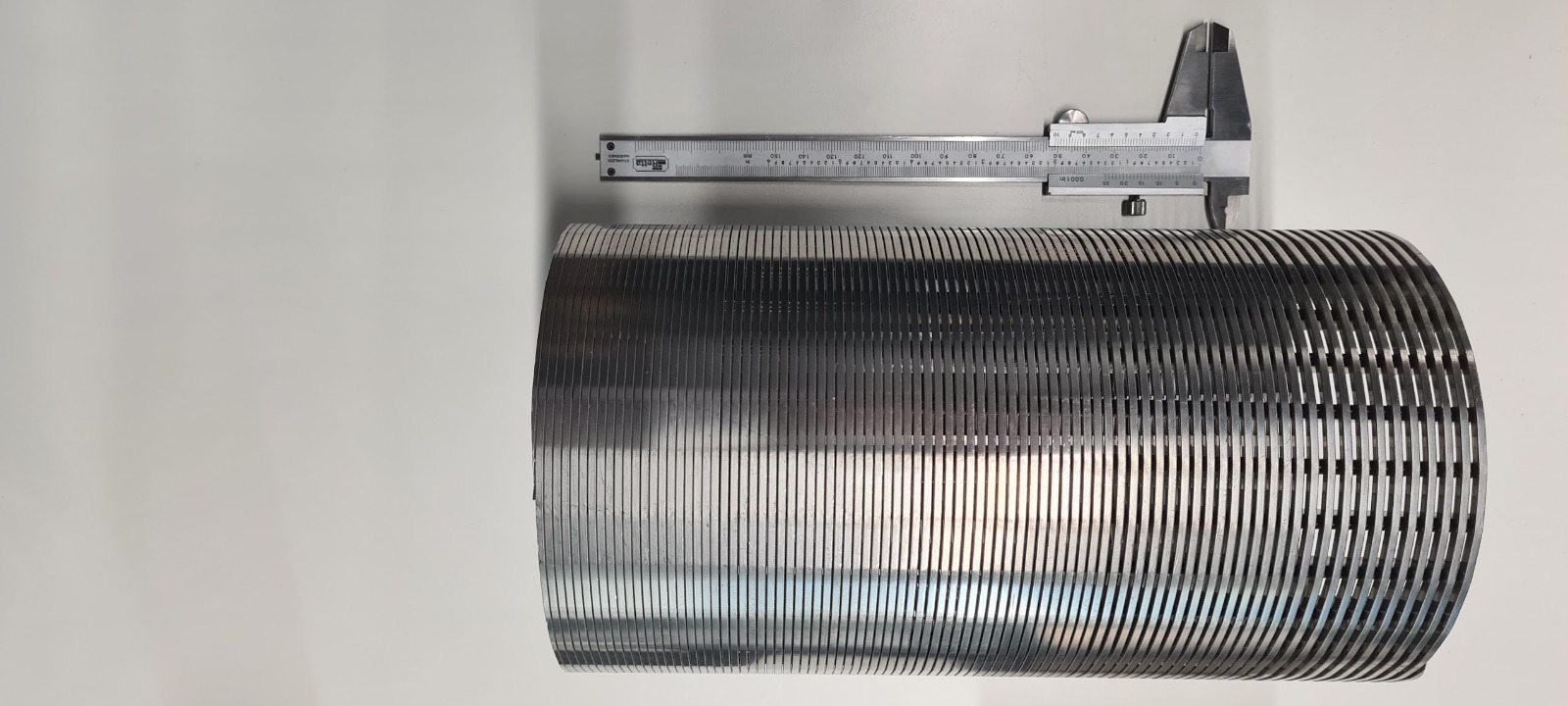
Drahtabstandstoleranzhaltung
Die Schlitzöffnung wird an mehreren Punkten über die gesamte Sieblänge mit Präzisions-Fühlerlehren gemessen. Toleranzen werden nicht gegen eine generische Werkstoleranz, sondern gegen das für Ihr Projekt definierte Toleranzband verifiziert.
Endprüfung vor Versand
Vor dem Versand durchläuft jedes Sieb eine Endprüfung, die Gesamtmasse, Rundheit zylindrischer Formen, Ebenheit von Paneelen, Oberflächenzustand und stichprobenartig die Schweissintegrität über die gesamte Baugruppe abdeckt.
Was wir messen und wie
| Parameter | Methode | Zeitpunkt |
|---|---|---|
| Materialzusammensetzung | Hauseigene Prüfgeräte, Werkszeugnis | Vor Produktionsbeginn |
| Drahtquerschnitt | Massprüfung gegen Profilspezifikation | Vor dem Schweissen |
| Schweisstiefe | Sicht- und zerstörende Stichprobenprüfung | Während der Produktion |
| Schlitzweite | Präzisionsfühlerlehren an mehreren Stellen | Während und nach der Produktion |
| Gesamtabmessungen | Längen-, Durchmesser- und Breitenmessung | Endkontrolle |
| Rundheit | Abweichungsmessung an zylindrischen Sieben | Endkontrolle |
| Ebenheit | Oberflächenabweichung bei Flachpaneelen | Endkontrolle |
| Oberflächenzustand | Sichtkontrolle auf Fehler und Oberflächengüte | Endkontrolle |
| Drahtabstandsgenauigkeit | Präzisionsmessung an mehreren Punkten | Nach Produktion |
| Offene Flache Prozentsatz | Berechnung verifiziert durch Durchflusstests | Designverifizierung |
| Materialzusammensetzung | XRF-Spektroskopie, hauseigene Prüfgerate, Walzwerkszeugnisse | Vor Versand, Kundenbericht |
Dokumentation zu jedem Projekt
Auf realen Messdaten basierend — kein generischer Standardtext. Jede Lieferung wird mit einem vollständigen Dokumentationspaket geliefert, das auf die tatsächlichen Schmelznummern, Schweissparameter und Werkstoffverifizierungswerte des jeweiligen Produktionsloses verweist.
Herstellererklärung
Wird für jedes Projekt ausgestellt. Dokumentiert das Schweissverfahren (automatisiertes Widerstandsschweissen), die Oberflächenbehandlung sowie die Materialidentifikation. Verweist auf die EU-Trinkwasserrichtlinie (EU) 2020/2184 und die europäische Positivliste (EU) 2024/367, sofern relevant.
Werkstoffzeugnis
Mit jeder Lieferung. Vollständige Rückverfolgbarkeit durch Werksprüfzeugnisse der Rohmaterialien (EN 10204 Typ 3.1) mit Schmelznummerverfolgung, Pfannenanalyse und mechanischen Eigenschaften. Konformität nachgewiesen gegen AISI 316L (EN 1.4404), EN 10088-2/3 und ASTM A240/A240M.
XRF / PMI-Materialprüfbericht (vor Versand)
Pro Lieferung. Positive Materialidentifikation (PMI) mittels tragbarem XRF-Analysator auf Komponentenebene — Spaltdraht, Stützstab und Endring werden separat geprüft. Abgeglichen mit der Bulkzusammensetzung gemäss Werksprüfzeugnis.
Vom Werk zum Einsatzort
Qualitätsarbeit endet nicht an der Produktionslinie. Verpackung, Versandverifikation und Nachlieferungsbetreuung sind Teil desselben Qualitätssystems, das Material und Schweissung steuert.
Industrielle Verpackung
Edelstahl-kompatible Folie verhindert Eisenkontamination. Holzpaletten erfüllen ISPM-15 für internationalen Versand. Kisten sind für Seefrachthandhabung ausgelegt; auf Wunsch werden bei schweren Baugruppen Stossanzeiger angebracht.
Versandverifikation
Kritische Masse werden unmittelbar vor dem Verladen erneut gemessen und mit fotografischem Nachweis dokumentiert. Der Versand-QC-Bericht ist Teil Ihrer Dokumentation — etwaige am Standort festgestellte Schäden lassen sich gegen den Versandzustand abgleichen.
Nachlieferungsbetreuung
Technische Fragen während der Installation werden innerhalb von 24 Stunden beantwortet. Field-Engineering-Unterstützung für die Inbetriebnahme verfügbar. Ersatz- und Garantieanfragen werden über einen dedizierten technischen Ansprechpartner abgewickelt, der Ihre Projekthistorie kennt.
Werkstoffempfehlung benötigt?
Beschreiben Sie Ihre Betriebsumgebung. Unsere Ingenieure empfehlen die geeignete Werkstoffgüte und erstellen ein Projektangebot.
TECHNIK-TEAM KONTAKTIEREN