Doğrulanmış Malzemeler. Belgelenmiş Köken.
Kalite kontrol üretimden önce başlar. Her tel ve destek çubuğu partisi nitelikli mill'lerden tedarik edilir, geldiğinde muayene edilir ve hammaddeyi son sevkiyata kadar takip eden belirli bir dökme numarasına bağlanır.
Nitelikli Tedarikçiler
Paslanmaz çelik; Aperam, Outokumpu ve POSCO gibi denetlenmiş mill'lerden tedarik edilir. Karbon ve alaşım kaliteleri ISO 9001 belgeli Avrupa ve Asya tedarikçilerinden alınır. Onaylı tedarikçi listesi yıllık olarak; uyumluluk, izlenebilirlik ve tutarlılık kriterlerine göre gözden geçirilir.
%100 Giriş Muayenesi
Gelen her tel bobini ve çubuk partisi AW/AS profil spesifikasyonuna göre boyutsal olarak ölçülür ve XRF spektroskopi ile kimyasal olarak doğrulanır. Malzeme üretime alınmadan önce mill test sertifikasıyla çapraz kontrol edilir.
Dökme Numarası İzlenebilirliği
Her tel ve çubuk partisi orijinal mill dökme numarasıyla etiketlenir. Dökme numaraları iş emrinize karşı kaydedilir, Üretici Beyanı'na dahil edilir ve teslimattan yıllar sonra bile denetlenebilir kalır.
Kalite Yönetim Sertifikaları
Üretim Kalite Kontrol Noktaları
Muayene son aşama olayı değildir. Kalite; kusurların en olası ve en kritik olduğu üç kritik kontrol noktasında sürecin içine yerleştirilir.
Süreç İçi Kaynak Doğrulama
Direnç kaynak parametreleri üretim sırasında sürekli izlenir. Kaynak penetrasyonu her üretim runında destructive numune testi ile doğrulanır. Elektrot durumu programlı aralıklarla kontrol edilir; değişim kayıtları denetim için tutulur.
Tel Aralığı Tolerans Sürdürümü
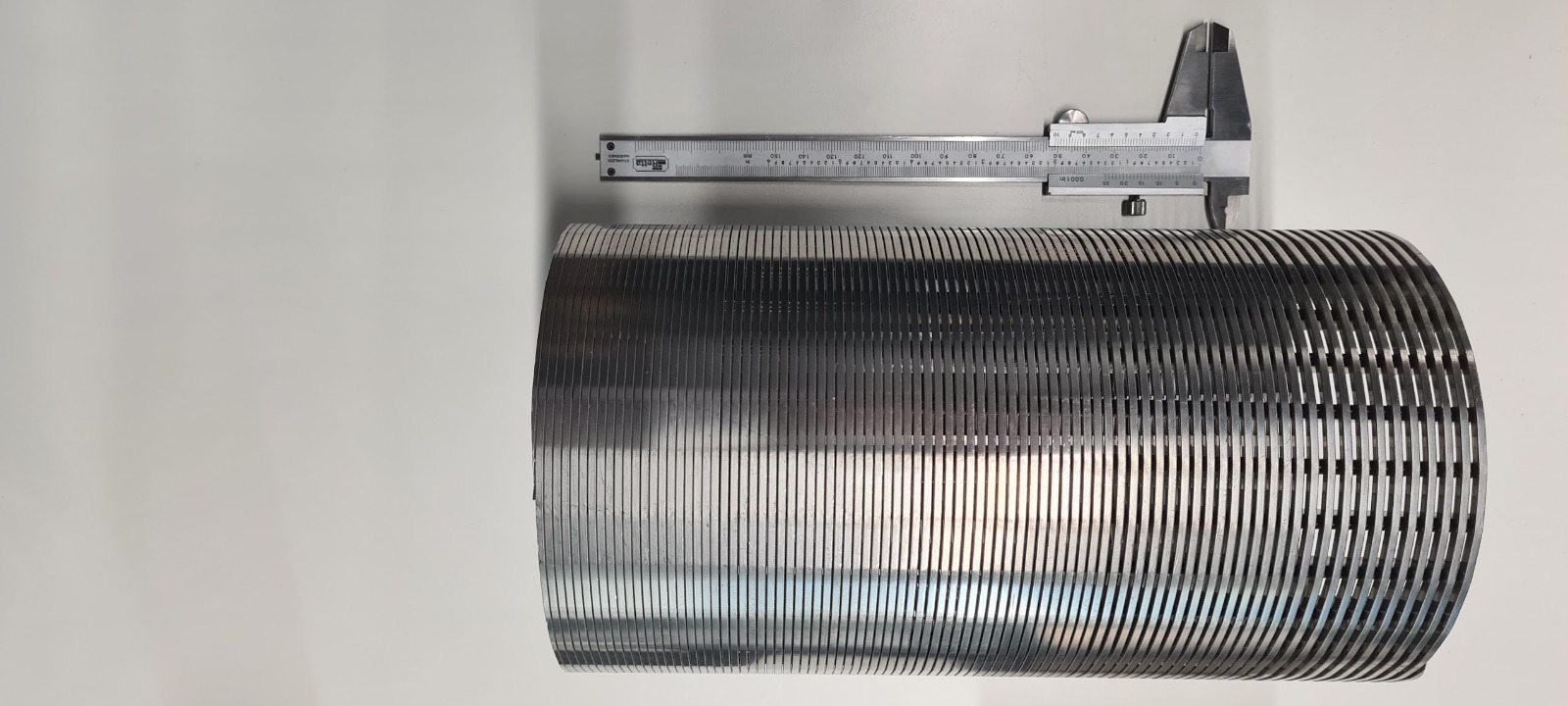
Slot açıklığı, tüm elek uzunluğu boyunca birden fazla noktada hassas sentil mastarlarla ölçülür. Sürdürümler genel fabrika toleransına değil, projeniz için tanımlanan slot tolerans bandına göre doğrulanır.
Sevkiyat Öncesi Final Denetim
Sevkiyattan önce her elek; genel boyutlar, silindirik şekillerde yuvarlaklık, panellerde düzlük, yüzey durumu ve tüm montaj boyunca örneklenen kaynak bütünlüğünü kapsayan final muayeneden geçer.
Ne Ölçüyoruz ve Nasıl
| Parametre | Yöntem | Ne Zaman |
|---|---|---|
| Malzeme Bileşimi | Kurum içi muayene ekipmanları, fabrika sertifikaları | Üretim öncesi |
| Tel Kesiti | Profil spesifikasyonuna göre boyutsal ölçüm | Kaynak öncesi |
| Kaynak Nüfuziyeti | Görsel ve tahribatlı numune testi | Üretim sırasında |
| Slot Açıklığı | Birden fazla noktada hassas sentil mastarları | Üretim sırasında ve sonrasında |
| Genel Boyutlar | Uzunluk, çap, genişlik ölçümü | Son muayene |
| Yuvarlaklık | Silindirik eleklerde sapma ölçümü | Son muayene |
| Düzlük | Düz panellerde yüzey sapması | Son muayene |
| Yüzey Durumu | Kusurlar ve yüzey kalitesi için görsel muayene | Son muayene |
| Tel Aralığı Hassasiyeti | Birden fazla noktada hassas ölçüm | Üretim sonrası |
| Açık Alan Yüzdesi | Hesaplama ve akış testi ile doğrulama | Tasarım doğrulama |
| Malzeme Bileşimi | XRF spektroskopisi, kurum içi muayene ekipmanları, değirmen sertifikaları | Sevkiyat öncesi, musteri raporu |
Her projeyle birlikte teslim edilen dokümantasyon
Gerçek ölçümlere dayanır — jenerik kalıp metin değil. Her sevkiyatla birlikte, ilgili üretim partisinin gerçek döküm numaraları, kaynak parametreleri ve malzeme doğrulama okumalarını içeren eksiksiz bir doküman paketi teslim edilir.
Üretici Beyanı (Manufacturer's Declaration)
Her proje için düzenlenir. Kaynak süreci (otomatik direnç kaynağı), yüzey işlem sırası ve malzeme tanımlamasını belgeler. Uygulama gerektirdiğinde AB İçme Suyu Direktifi (EU) 2020/2184 ve Avrupa Pozitif Listesi (EU) 2024/367 referans alınır.
Malzeme Sertifikasyonu (Material Certification)
Her sevkiyatla birlikte. EN 10204 Tip 3.1 hammadde muayene sertifikaları ile döküm numarası izlenebilirliği, pota analizi ve mekanik özellik verileri üzerinden tam izlenebilirlik. AISI 316L (EN 1.4404), EN 10088-2/3 ve ASTM A240/A240M standartlarına uyumluluk doğrulanır.
Sevkiyat Öncesi XRF / PMI Raporu
Sevkiyat başına. Taşınabilir XRF analizör ile bileşen seviyesinde Pozitif Malzeme Tanımlama (PMI) — kama tel, destek çubuğu ve son halka ayrı ayrı test edilir. Hammadde muayene sertifikasındaki bulk kompozisyonla çapraz kontrol edilir.
Üretim Tezgâhından Sahaya
Kaliteli iş üretim hattında bitmez. Paketleme, sevkiyat doğrulama ve teslimat sonrası destek; malzeme ve kaynağı kontrol eden aynı kalite sisteminin parçasıdır.
Endüstriyel Paketleme
Paslanmaz uyumlu sargı demir kontaminasyonunu önler. Ahşap paletler uluslararası sevkiyat için ISPM-15 uyumludur. Sandıklar deniz taşımacılığı için tasarlanmıştır; talep üzerine ağır montajlarda darbe göstergeleri kullanılır.
Sevkiyat Doğrulama
Kritik boyutlar yüklemeden hemen önce yeniden ölçülür ve fotoğraflı kanıtla kaydedilir. Sevkiyat QC raporu dokümantasyon paketinize dahil edilir — sahada bulunan herhangi bir hasar sevkiyat durumuyla çapraz kontrol edilebilir.
Teslimat Sonrası Destek
Montaj sırasında teknik sorulara 24 saat içinde yanıt. Devreye alma için saha mühendislik desteği. Değişim ve garanti talepleri, projenizin geçmişini bilen özel bir teknik kontak üzerinden yürütülür.
Malzeme Önerisine mi İhtiyacınız Var?
Çalışma ortamınızı açıklayın. Mühendislerimiz doğru malzeme kalitesini önerecek ve proje teklifi sunacaktır.
MÜHENDİSLİK EKİBİYLE İLETİŞİME GEÇİN