Verified Materials. Documented Origin.
Quality control begins before production. Every wire and support-rod batch is sourced from qualified mills, inspected on arrival, and tied to a specific heat number that follows the material from raw stock through final shipment.
Qualified Suppliers
Stainless steel sourced from audited mills including Aperam, Outokumpu, and POSCO. Carbon and alloy grades from ISO 9001 certified European and Asian suppliers. The approved supplier list is reviewed annually against compliance, traceability, and consistency criteria.
100% Incoming Inspection
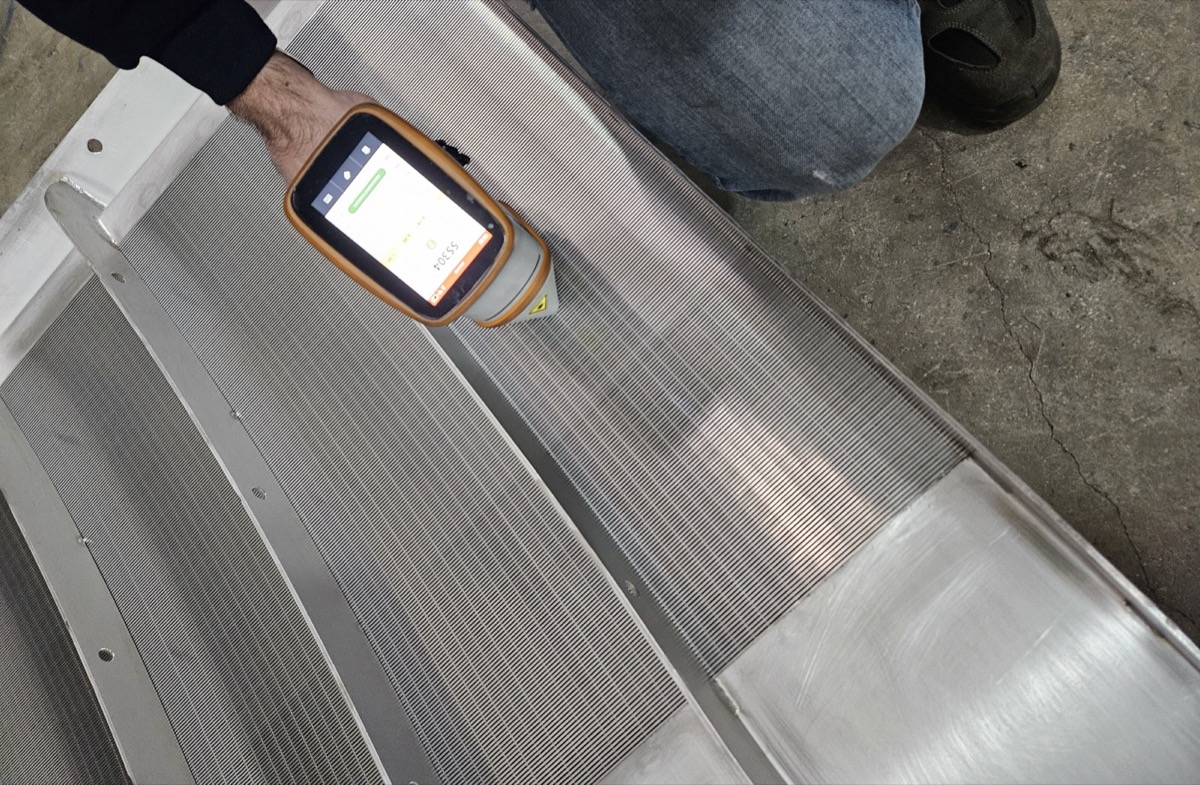
Every incoming wire coil and rod batch is dimensionally measured against the AW/AS profile spec and chemically verified by XRF spectroscopy. Cross-correlated against the mill test certificate before material is released to production.
Heat Number Traceability
Each wire and rod batch is tagged with the original mill heat number. Heat numbers are recorded against your work order, included in the Manufacturer's Declaration, and remain auditable years after delivery.
Quality Management Certifications
Manufacturing Quality Control Points
Inspection is not a final-stage event. Quality is built into the process at three critical control points where defects are most likely and most consequential.
In-Process Weld Verification
Resistance welding parameters are monitored continuously during production. Weld penetration is verified by destructive sample testing on every production run. Electrode condition is checked at scheduled intervals with replacement records held for audit.
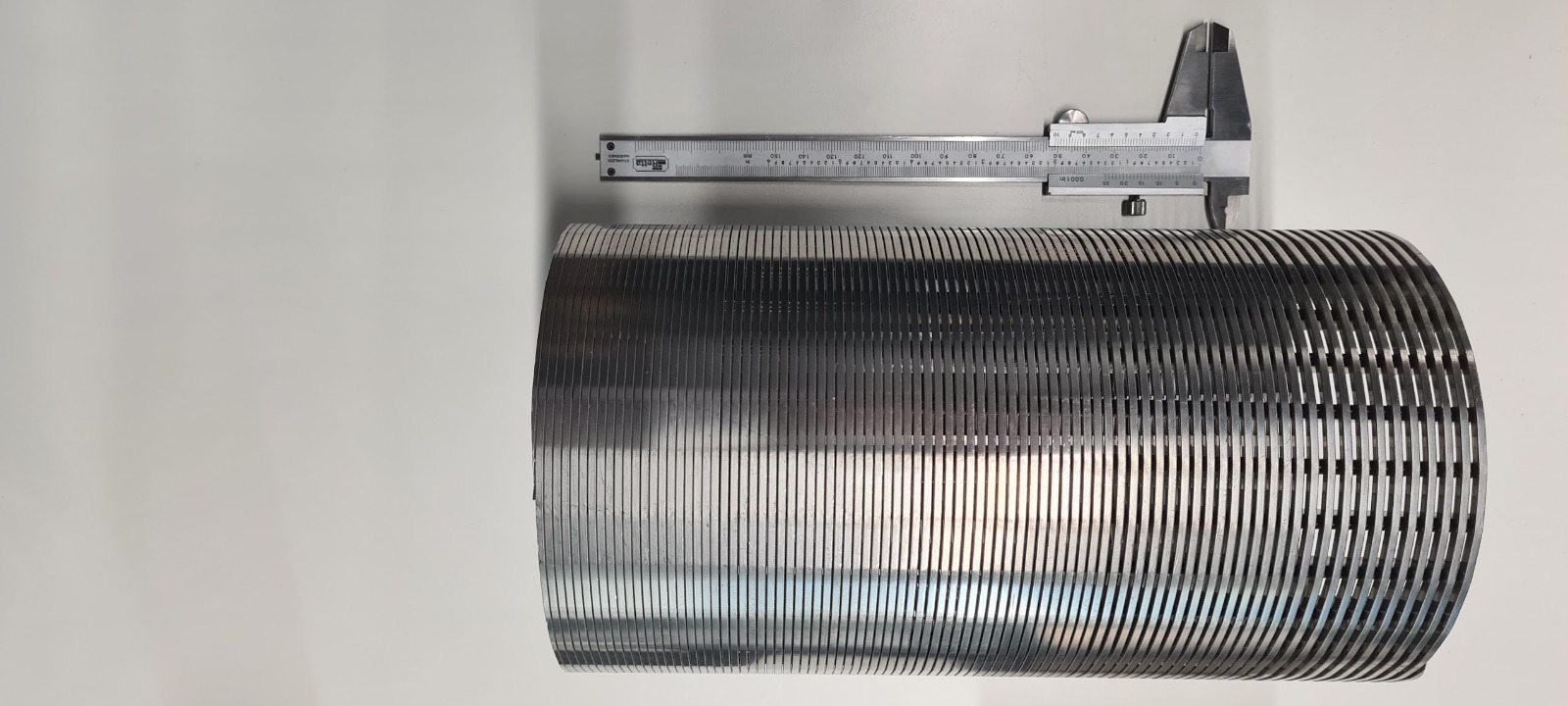
Wire Spacing Hold Tolerance
Slot aperture is measured at multiple points along the full screen length using precision feeler gauges. Holds are verified against the slot tolerance band defined for your project — not a generic factory tolerance.
Pre-Shipment Final Audit
Before despatch, every screen passes a final inspection covering overall dimensions, roundness on cylindrical shapes, flatness on panels, surface condition, and weld integrity sampled across the full assembly.
What We Measure and How
| Parameter | Method | When |
|---|---|---|
| Material Composition | In-house inspection equipment, mill certificates | Before production |
| Wire Cross-Section | Dimensional measurement against profile spec | Before welding |
| Weld Penetration | Visual and destructive sample testing | During production |
| Slot Aperture | Precision feeler gauges at multiple points | During and after |
| Overall Dimensions | Length, diameter, width measurement | Final inspection |
| Roundness | Deviation measurement on cylindrical screens | Final inspection |
| Flatness | Surface deviation on flat panels | Final inspection |
| Surface Condition | Visual inspection for defects and finish quality | Final inspection |
| Wire Spacing Accuracy | Precision measurement at multiple points | After production |
| Open Area Percentage | Calculation verified by flow testing | Design verification |
| Material Composition | XRF spectroscopy, in-house inspection equipment, mill certificates | Before shipment, customer report |
Documentation issued with every project
Based on real measurements — not generic boilerplate. Every shipment is delivered with a complete documentation pack referencing the actual heat numbers, weld parameters, and material verification readings from that production batch.
Manufacturer's Declaration
Issued for every project. Documents the welding process (automated resistance welding), surface treatment sequence, and material identification. References EU Drinking Water Directive (EU) 2020/2184 and the European Positive List (EU) 2024/367 where applicable.
Material Certification
With every shipment. Full traceability through raw material mill test certificates (EN 10204 Type 3.1) with heat number tracking, ladle chemistry, and mechanical properties. Compliance verified against AISI 316L (EN 1.4404), EN 10088-2/3, and ASTM A240/A240M.
Pre-Shipment XRF / PMI Report
Per shipment. Positive Material Identification using portable XRF analyzer at component level — wedge wire, support rod, and end ring tested separately. Cross-correlated against the mill test bulk composition.
From Shop Floor to Site
Quality work does not end at the production line. Packaging, despatch verification, and post-delivery support are part of the same quality system that controls material and welding.
Industrial Packaging
Stainless-compatible wrap prevents iron contamination. Wood pallets are ISPM-15 compliant for international shipping. Crates are engineered for sea-freight handling, with shock indicators on heavy assemblies where requested.
Despatch Verification
Critical dimensions are re-measured immediately before loading and recorded with photographic evidence. The despatch QC report is included in your documentation pack — any damage found at site can be cross-checked against the despatch state.
Post-Delivery Support
Technical questions during installation answered within 24 hours. Field engineering support available for commissioning. Replacement and warranty queries handled through a dedicated technical contact who knows your project history.
Need Material Recommendations?
Describe your operating environment. Our engineers will recommend the right material grade and provide a project quotation.
CONTACT ENGINEERING TEAM